服务热线:18936997766


 扫一扫
扫一扫




六大流程咨询热线:183601798188
流程一:工艺分解细化产品结构,生成产品制作清单流程
二:定制下料数控锯床下管材,高精度激光下板材流程
三:钣金加工采用数控折弯机,确保产品的边角精挺流程
四:焊接打磨保证焊接的结构牢固,焊缝平滑,焊接件的平整不变形、打磨抛光均匀,确保焊缝平整美观流程五:
表面处理对于一些板材材质收缩性大,材质厚度较薄不能满焊的接缝,要用抗高温专用腻粉进行刮缝处理,
对成型的钣金面进行拉毛处理,提高静电喷涂或氟碳漆的附着力流程六:自动化喷涂高温静电喷涂流水线作业,喷涂均匀,附着力强,不易褪色,8年不脱壳,4年不褪色
生产工艺
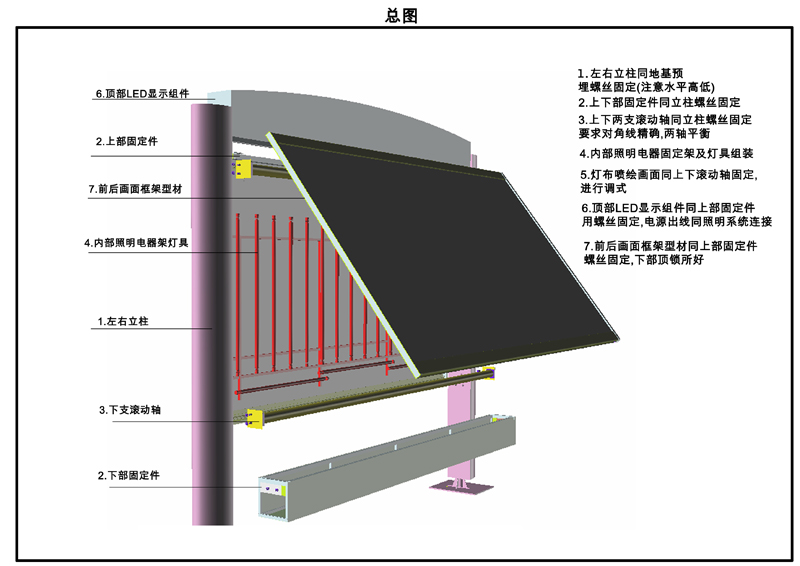
柱体采用磷化,表面喷户外粉处理,柱脚采用可调节活动底板,用于校正平行。
柱体与灯箱承托之间采用不锈钢螺栓联接。箱体采用磷化,表面喷户外粉处理。
箱体与外框采用合页连接体与外框的配合增设O型防水皮条,防尘密封胶条。
内置耐高低温液压支撑杆,门体可助力方便开启。
关闭时采用防盗锁固定。产品表面喷涂:面漆:G100钢构用氟碳漆,氟数值60%,漆膜厚度50um~60um中途:保护封闭,ZF-PH100理论涂布率180g/㎡。
底漆:功能防腐,环氧富锌,锌含量50%。
技术规格
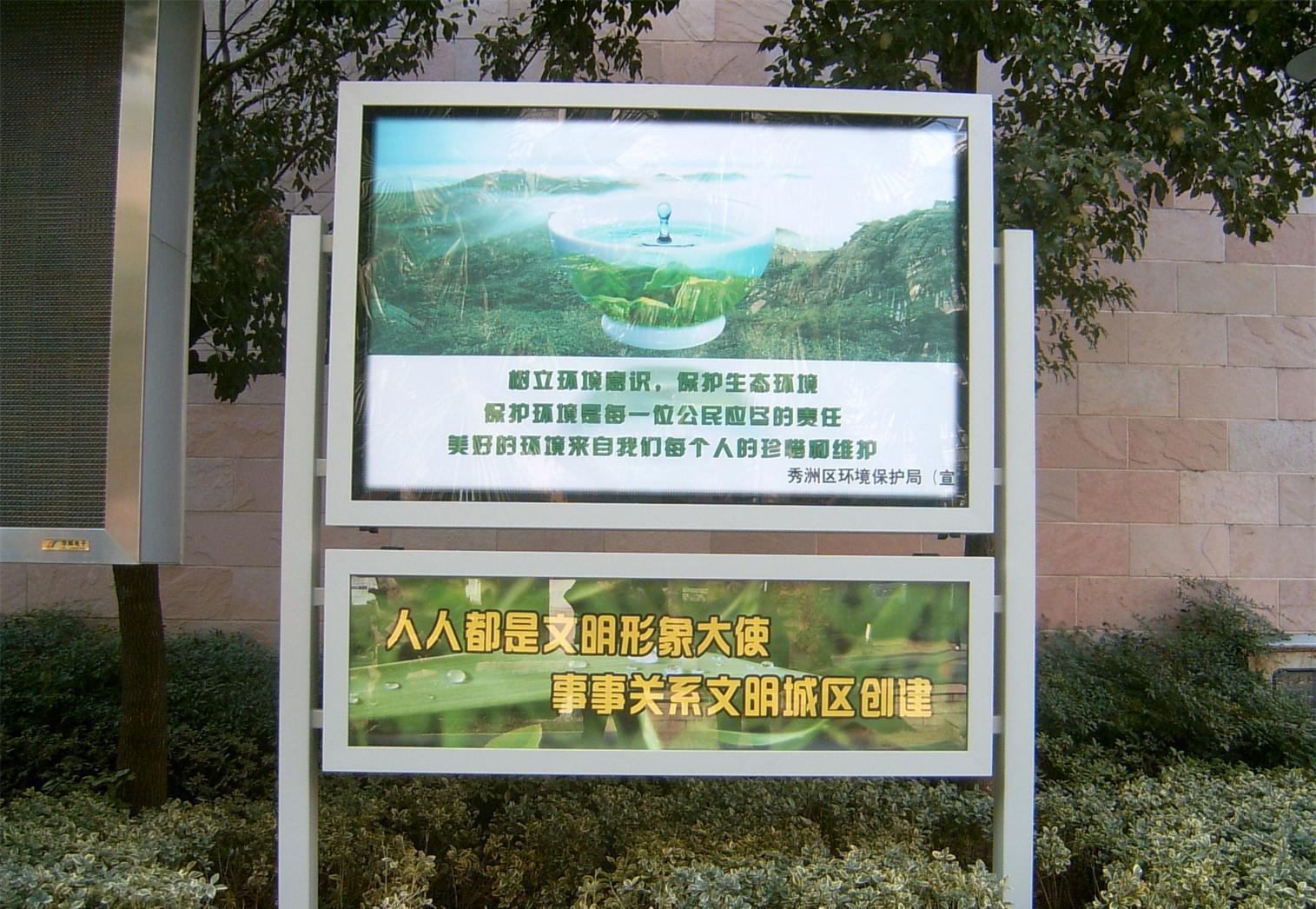
大箱体尺寸:3300mm*1664mm,
小箱体尺寸:3300mm*1104mm,
立柱高:3500mm,
大灯箱见光面尺寸:长3260mm×宽1660mm×双面;
小灯箱见光面尺寸:长3260mm×宽1100mm×双面。



